

文字描述虽好,但视频更能直观展示数控等离子切割机光纤激光切割机6000瓦源头厂家量大价优产品的每一处细节。
以下是:数控等离子切割机光纤激光切割机6000瓦源头厂家量大价优的图文介绍

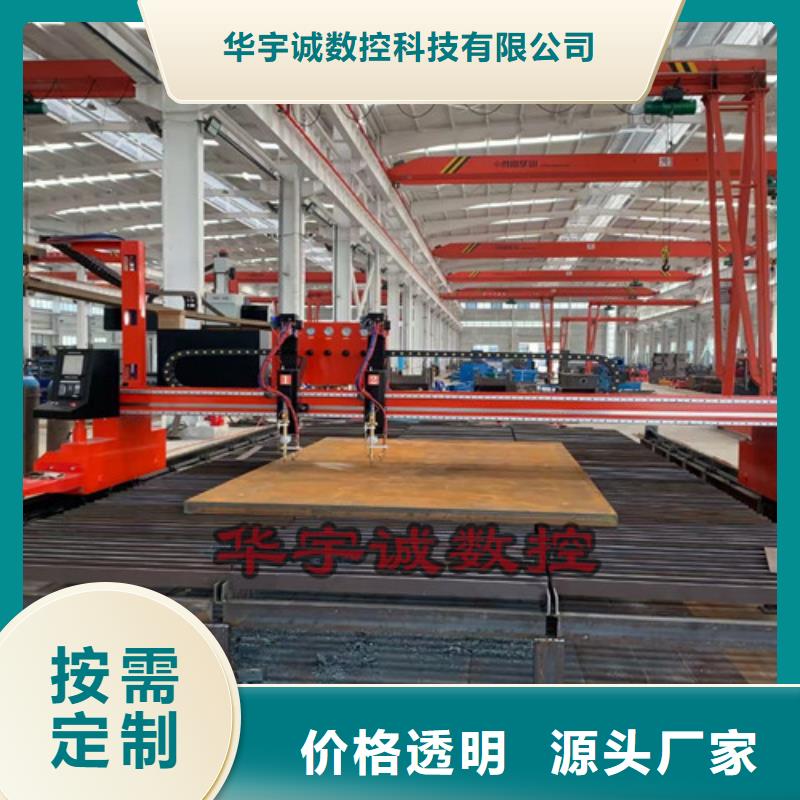
嘉兴华宇诚数控科技有限公司是从事 大功率激光切割机的专业厂家。在相关行业有着多年的营销经验,着重提供相关应用的解决方案,服务于国内多家上市企业,保证售前推荐产品专业,售后服务放心,能针对客户特殊应用寻找符合性能的产品以满足客户需要,做到供需双赢。


数控等离子切割机加工速度
除了工作气体对切割质量有影响外,切割速度对数控等离子切割机的加工质量影响也是很重要的。切割速度:切割速度范围可按照设备说明选定或用试验来确定,由于材料的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,切割速度也相应的变化。主要表现:
1.切割速度适度地提高能改善切口质量,即切口略有变窄,切口表面更平整,同时可减小变形。
2.切割速度过快使得切割的线力量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。
3.当切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。
4.当速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。



发布者:奥迅切割设备
数控等离子切割机不起弧大家首先想到的是信号源检测,供电设施连接,喷嘴损坏以及气压过大或过小,然后就是油水分离器里面有水,当排查完这些可能的因素外,依旧找不到不起弧的原因,到底是咋回事呢?前几天小编的同行技术也遇到一个这样的问题,一位老客户的台式等离子切割机,往常用的好好的,忽然就不起弧了,原因排查半天也木有找到,愁煞了一批人。
一帮人仔细排查了两遍,也木有找到症结所在,线路连接的好好的,也木有人为移动过,这故障来的也奇怪,咨询厂里资历丰富的老技术员,感觉问题 的可能性就是线路上,但是现场反复查看过线路木有问题, 没办法只能动手了,于是把地线拿起来,往机台的支架上摔打两下,结果地线直接断掉了。
于是问题找到了,原来这个地线用的年数太久了,放置在哪里一从未有人去触动过,并且看着连接的很好,所以就没在意,实际底线的中间部分,长时间氧化的形成绝缘层了,看似连接好的线路,实际是一个不通的电路,所以才导致等离子切割机喷嘴与切割件之间木有离子弧形成,地线氧化道绝缘状态是在实际应用中极少遇见的,所以在寻找不起弧原因的时候,总是给忽略掉。

